The Society of the Plastics Industry (SPI), now known as the Plastics Industry Association (PLASTICS), collaborated with the Glass Packaging Institute (GPI) to establish standardized neck finish specifications for plastic (and glass) containers. These voluntary GPI/SPI codes (e.g., 24-410) provide a shorthand for the outside diameter of the neck threads (in millimeters) and the specific thread style/profile (e.g., number of turns and depth).
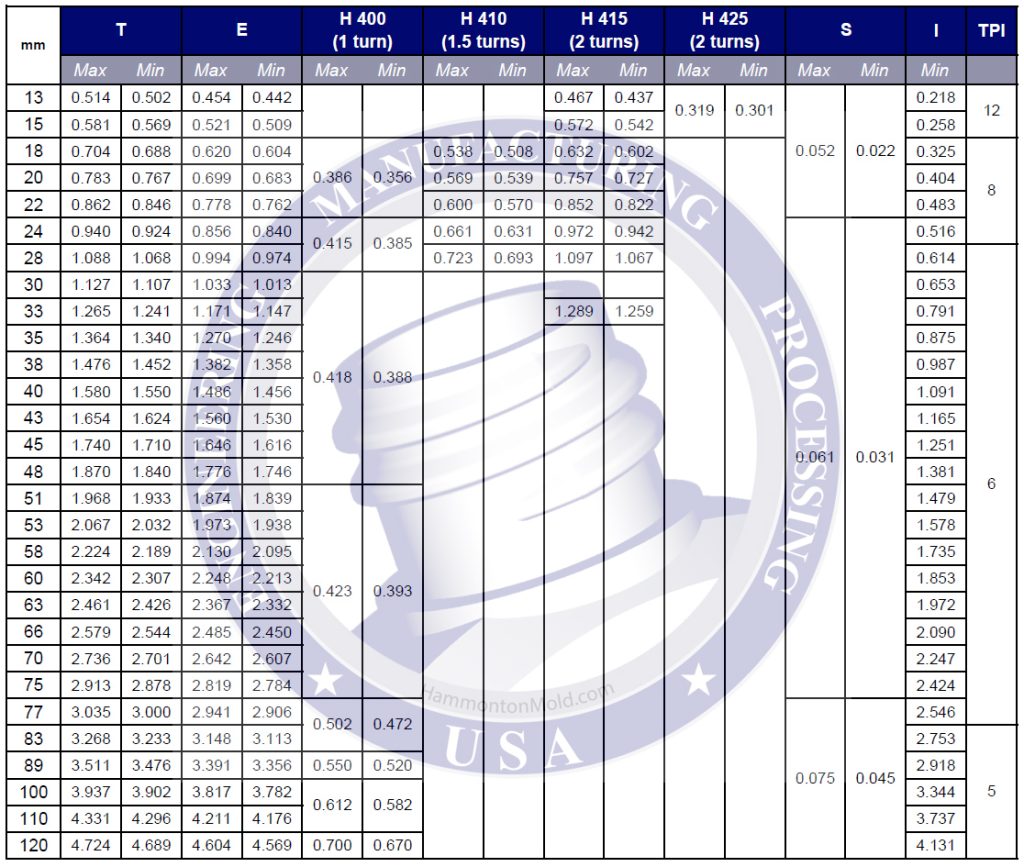
American Society for Testing and Materials, now known as ASTM International, is the organization that published the standard ASTM D2911/D2911M. These are the Standard Specification for Dimensions and Tolerances for Plastic Bottles. This formal standard defines the precise thread configurations, neck finish dimensions (including T,E,I,H, and S), and their tolerances to ensure interoperability of bottles and screw-type closures across manufacturers.
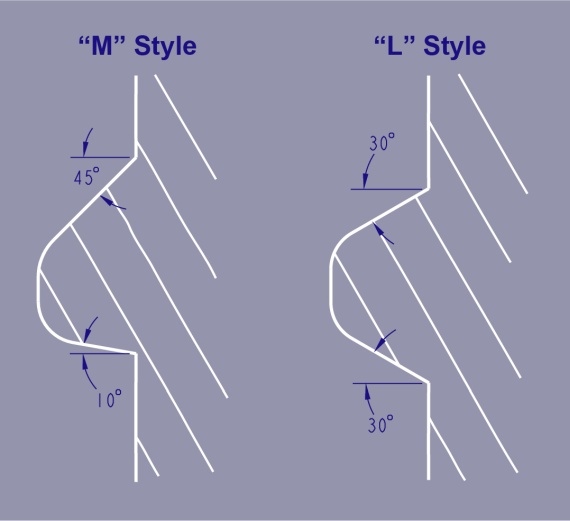
The key distinction between the two is that ASTM D2911/D2911M serves as the formal, consensus-based standard specifying precise thread configurations, neck finish dimensions (T,E,I,H, and S), and tolerances for plastic bottles to promote manufacturer interoperability. In contrast, the widely adopted voluntary GPI/SPI finish codes (e.g., 20-400, 24-410) act as a practical shorthand, directly referencing the thread diameter (in mm) and specific style/profile defined within the ASTM standard. These two systems essentially describe the same standardized dimensions in different formats, ensuring broad compatibility across the packaging industry. When reading a typical product drawing for a plastic bottle you could see a callout for an SPI code.
The following is based on the ASTM D2911/D2911M standard:
The “Bottle Finish” is the specific configuration of the bottle’s neck or opening, designed to engage and securely attach compatible closure components.
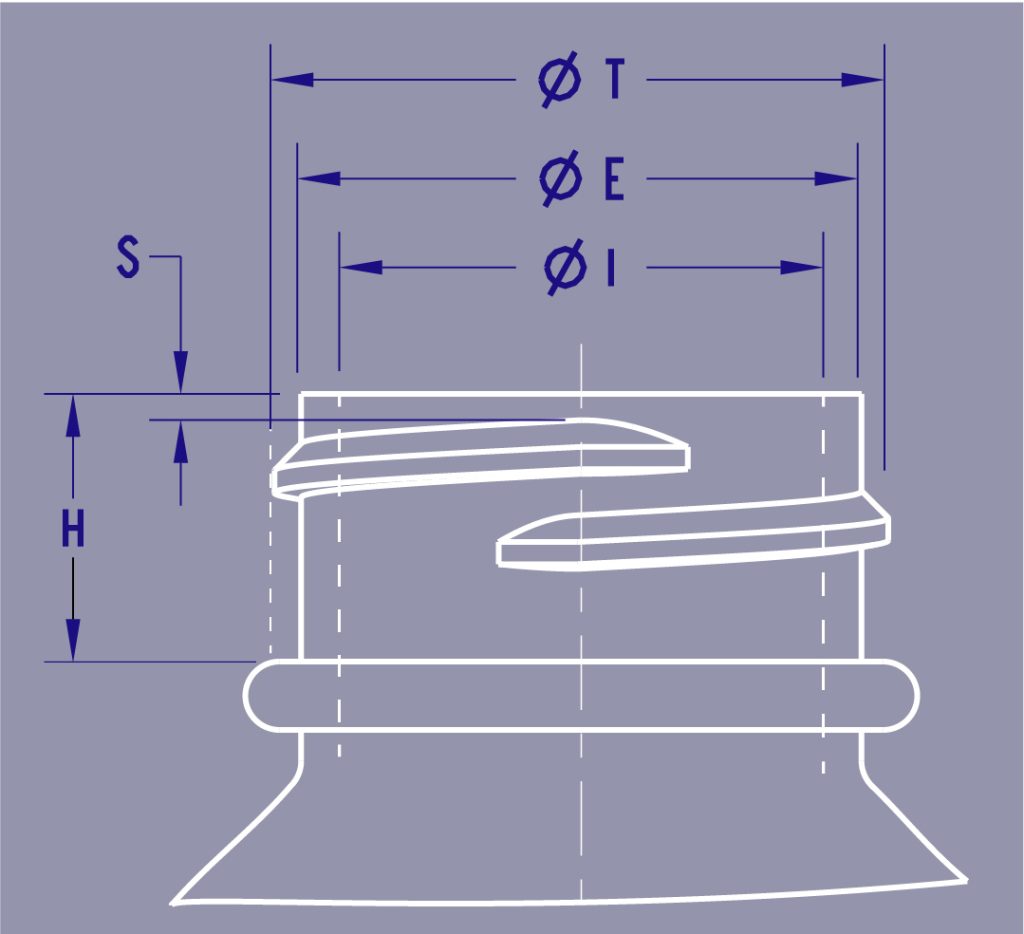
The T and E dimensions are calculated as the average of two measurements taken across the major and minor axes. Limits for ovality (out-of-roundness) are to be agreed upon between the container supplier and customer as needed. The H dimension is measured from the top of the neck finish to the intersection point where the diameter T (extended downward parallel to the bottle centerline) meets the bead or shoulder. Unless otherwise specified, the minimum I dimension applies across the full length of the bottle opening. Concentricity (alignment) of the minimum I dimension relative to the T and E diameters is not specified in the standard. The I min is intended primarily for accommodating filler tubes. A minimum of one full turn of thread must be present. Careful consideration should be given to the sealing surface width to ensure compatibility with the chosen sealing system.