
Polyethylene terephthalate (PET) is a versatile polymer widely used in packaging, particularly for food and beverage containers, due to its excellent clarity, strength, and barrier properties. In their 2000 invited paper, R.A. Bubeck and M.A. Barger from The Dow Chemical Company provide a detailed review of injection blow molding (IBM) technology for PET, highlighting its processes, models, and advancements. This summary distills the key concepts emphasizing the engineering and material science aspects.

Introduction to PET and IBM
PET, a semicrystalline polyester, offers advantages like high impact resistance, low gas permeability, and recyclability, making it ideal for bottles and jars. As noted by Bubeck and Barger, IBM combines injection molding of a preform with subsequent blow molding to create oriented containers. This process enhances crystallinity and orientation, improving mechanical properties such as tensile strength and barrier performance against gases like CO2 and O2.
The authors explain that IBM addresses challenges in traditional molding, such as uneven wall thickness and residual stress, by controlling factors like melt elasticity and crystallization kinetics. For instance, biaxial orientation during blowing reduces permeability, which is crucial for carbonated beverage bottles.
Fundamental Models and Simulations
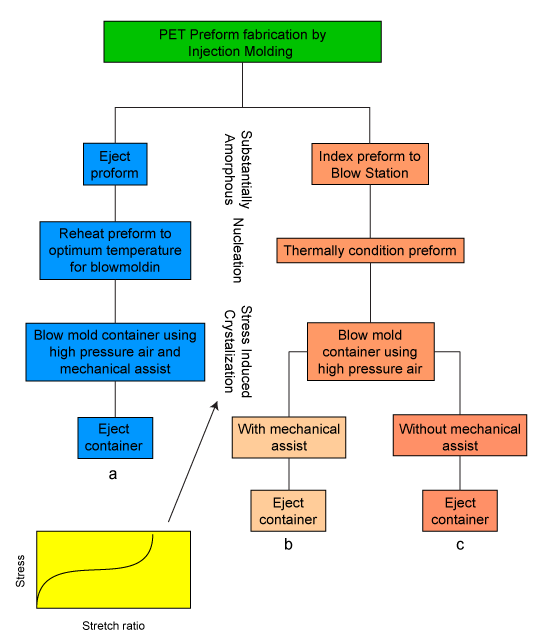
PET containers
a: two stage injection stretch blowmolding: e.g., carbonated soft drink bottle, also termed reheat stretch blowmolding, b: single stage injection stretch blowmolding: e.g., peanut butter jar, c: injection blowmolding: e.g., single serve liquor bottle
Bubeck and Barger review various computational models for IBM steps, including injection, stretching, and blowing. Early models rely on shear-rate-dependent viscosity for flow simulation, while advanced ones incorporate extensional rheometry and rubbery melt elasticity. For example:
- Haessley and Ryan’s finite element model uses capillary rheometry for blow molding predictions in polymers like PET and polypropylene.
- Schmidt et al.’s viscoelastic approach accurately matches experimental data on stretching force and wall thickness.
- Ziabicki and Jarecki’s analysis focuses on non-isothermal crystallization, though it omits stress-induced effects.
These models aid in predicting outcomes like residual stress and crystallinity, essential for optimizing production. The authors stress that incorporating melt elasticity improves accuracy, particularly for PET’s rubbery state during orientation.
Processing Technology for IBM of PET

The core of IBM involves four steps: (1) injection molding a preform, (2) thermal conditioning, (3) blow molding (often with axial stretch), and (4) cooling to lock in orientation. Bubeck and Barger differentiate three main variants:
- Two-stage (reheat stretch blow molding): Preforms are molded separately, cooled, then reheated for blowing. This ensures thermal homogeneity, ideal for high-volume items like soda bottles (e.g., carbonated soft drinks).
- Single-stage injection stretch blow molding: Couples preform molding and blowing, creating temperature gradients but suitable for thicker containers like jars (e.g., peanut butter).
- Injection blow molding: No axial stretch, used for smaller items like liquor bottles.
Key performance parameters include clarity, hot-fill resistance (up to 95°C), and barrier properties. Jabarin’s studies, cited by the authors, show that biaxial orientation correlates with density and reduces gas permeation, with optimal planar extension ratios around seven.
Patents from Ryder, Suzuki, and others describe machinery innovations, such as rotating preforms for uniform heating. No scrap production is a major advantage over other methods.
Advancements for Hot-Fill and Barrier Applications

For hot-fill bottles (e.g., juices at 85–95°C), Bubeck and Barger discuss enhancing thermal resistance through higher crystallinity (T_g around 80°C, T_m ~250°C). Techniques include strain-induced crystallization during high-speed drawing and annealing to reduce vacuum panel distortion.
Krupp’s technology, as reviewed, uses multilayer preforms with pressure-forged ribs for stability. Crystallization at the neck (white opacity) prevents deformation, achieving hot-fill capability without full annealing.
Barrier improvements involve copolymers or blends. For instance:
- PEN (polyethylene naphthalate) blends boost O2 barrier but increase costs.
- EVOH or nylon layers in multilayers reduce permeability, though delamination is a challenge.
- Additives like polyfunctional hydroacids or chain extenders enhance melt strength.
The authors note patents for oxygen scavengers and nanocomposites to further improve barriers.
Polymer Modifications for Enhanced IBM
To optimize IBM, modifications address viscosity, crystallization rates, and compatibility. Bubeck and Barger cover:
- Copolymers with isophthalic acid or cyclohexanedimethanol to slow crystallization for clearer preforms.
- Blends with PEN or PBN for better barriers, or EVOH/nylon for multilayers.
- Disruptors like branching agents (e.g., pyromellitic dianhydride) to increase melt strength without excessive viscosity.
These enable high-quality containers for demanding applications, such as beer bottles requiring low O2 ingress.
Summary and Future Implications
Bubeck and Barger conclude that IBM has evolved significantly, with integrated handle designs and low-scrap processes driving efficiency. Patents emphasize orientation, crystallinity control, and multilayer tech for superior performance.
This technology remains pivotal in sustainable packaging, with ongoing innovations in modeling and materials. For deeper insights, refer to the original paper: Bubeck, R.A., & Barger, M.A. (2000). Injection Blow Molding Technology for Polyethylene Terephthalate. International Polymer Processing, XV(4), 337–342.
Note: This summary is for educational purposes and attributes all technical details to Bubeck and Barger.